



 |
Injection en plastique de moule de tuyau standard de fil de TNP avec la matière première de PA6 GF35
Détails sur le produit:
| Lieu d'origine: | La Chine |
| Nom de marque: | FORWA |
| Certification: | ISO9001:2008 ISO14001:2004 |
| Numéro de modèle: | F16123 |
Conditions de paiement et expédition:
| Quantité de commande min: | 1SET |
|---|---|
| Prix: | negotiable |
| Détails d'emballage: | Moule : emballé par le carton en bois, pièces en plastique : boîte |
| Délai de livraison: | T1 de 35 jours |
| Conditions de paiement: | T/T. |
| Capacité d'approvisionnement: | 50Sets par mois |
|
Détail Infomation |
|||
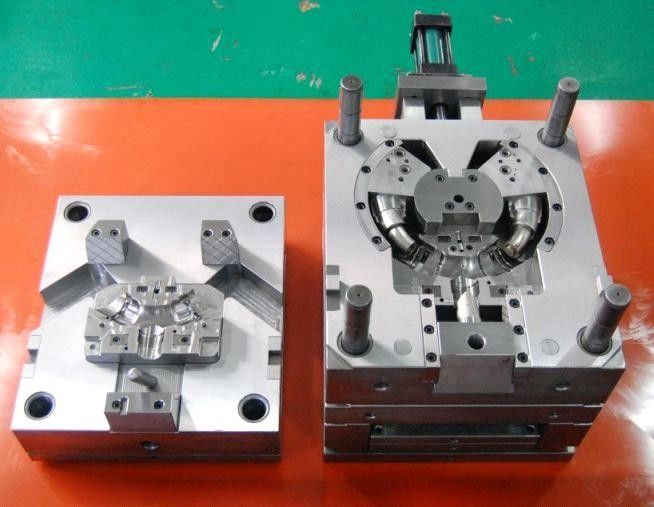
| Nom du produit: | moulage par injection plastique | Type: | dévissage avec le cylindre hydraulique |
|---|---|---|---|
| Cavité: | 1 * 1 | Matériel de noyau/cavité: | 1.2343/1.2311/SKD61, S136, P20, H13,738H… |
| Finissage extérieur: | VDI3400 27 | Système de coureur: | Hot Runner |
| la norme: | HASCO | matières premières: | PA6 GF35 |
| Mettre en évidence: | dégagements de moulage par injection,fils internes de moulage par injection |
||
Description de produit
Les types standard de filetage de tuyauterie de fil de TNP de moulage par injection filètent
Caractéristiques :
FORWA Precise Plastic Mould Co. Ltd est une société en plastique certifiée par 9001:2008 de moulages par injection d'OIN qui fournit
moulages par injection en plastique
conception en plastique de moulages par injection
fabrication en plastique de moulages par injection du moulage par injection de haute qualité et en plastique… Nous sommes fiers de t'apporter la qualité et vous expédier prévoirait des moulages par injection en plastique de Viewmold. Nous croyons que nous serons votre fournisseur de choix. Juste donnez à Viewmold un email ou soumettez une citation en ligne. Notre équipe de spécialistes en citation est en ligne les mains les plus sensibles et les plus la plupart des.
Types et désignations de filetage de tuyauterie
Aperçu : Les différents types de filets de vis ont évolué pour l'attachement, et les circuits hydrauliques. De la préoccupation particulière sont le plastique-à-métal, chandelle/parallèle les joints filetés dans des circuits hydrauliques. Une discussion et des recommandations sont fournies de créer une prise de conscience de différents types eads et comment elles sont employées.
Au fil du temps beaucoup de différents types de filets de vis ont été développés. Les applications incluent des composants d'attache, et des circuits hydrauliques et pneumatiques. Au 19ème siècle, les fabricants ayant besoin d'attaches concevraient leurs propres systèmes. Ceci a eu comme conséquence des problèmes de compatibilité. L'ingénieur mécanicien et l'inventeur anglais, monsieur Joseph Whitworth ont conçu un système de filetage uniforme en 1841 pour traiter ces difficultés. La forme de fil de Whitworth est basée sur un angle de fil de 55 degrés avec les racines et les crêtes arrondies.
En Amérique, les vendeurs de William ont fixé la norme pour des écrous, des boulons, et des vis qui sont devenues le fil conique par tuyau national (NPT) en 1864. Son angle de fil de 60 degrés, d'usage courant par de premiers horlogers américains, a permis la Révolution Industrielle américaine. Ceux-ci filètent des formes plus tard sont devenus l'american national standard.
La forme de fil de Whitworth a été choisie pendant qu'un fil se reliant pour des tuyaux, qui a été rendu à obturation automatique en coupant au moins un des fils sur une chandelle. Ceci est devenu notoire comme filetage de tuyauterie de norme britannique (chandelle de BSP ou fil de parallèle de BSP). Le fil de Whitworth est maintenant employé internationalement comme fil standard pour joindre les tuyaux d'acier à faible teneur en carbone.
La connexion la plus connue et la plus très utilisée où le filetage de tuyauterie fournit le joint mécanique et le joint hydraulique est le fil conique par tuyau national américain, ou TNP. Le TNP a un fil masculin et femelle conique qui des joints avec la bande de téflon ou le composé de joindre.
Des filetages de tuyauterie utilisés dans les cuits hydrauliques de cercle peuvent être divisés en deux types :
a) joignant des fils - sont les filetages de tuyauterie pour des joints faits pression serrée par le scellage dans les fils et sont chandelle externe et fils internes parallèles ou de chandelle. L'effet de cachetage est amélioré à l'aide d'un composé joignant.
b) fils d'attache ? sont les filetages de tuyauterie où des raccordements avec étanchéité ne sont pas faits dans les fils. Les deux fils sont parallèles et le cachetage est affecté par compression d'un matériel mou sur le fil externe, ou une garniture plate.
Le Forwa-moule, plaçant à Dongguan, la Chine, est un fabricant en plastique professionnel de moulage par injection avec l'expérience d'années dans ce domaine. Nous pouvons fournir les moules de haute précision, le prototype et les moules de doux durcis par complexe.
Nous avons équipé CNCs à grande vitesse, coupes de fil dans la maison. Nous employons le logiciel (c.-à-d. ug, pro-e, IGS, came principale, AutoCAD, et Solidwork) pour la conception de moule et l'analyse de MoldFlow pour nos clients devant la fabrication de moule. Des composants standard que nous employons pour construire le moule sont achetés du télémètre radar, du HASCO etc. En outre, COC pour tout l'acier que nous achetons sera fourni.
Éléments comprenant lesquels soyez critique à la fabrication des produits pour un arrage large des industries et des applications :
- Médical
- L'électronique
- Automotiv
- Industriel
- Consommateur
- Télécommunication
- Ambiant
- Ordinateurs
- Point-de Purchase
- Militaire
- Construction
- Sécurité
Des fils masculins moins sont compliqués pour produire que les fils femelles. Des fils masculins sont moulés en tant qu'ouvert et ferment le moulage par injection excepté parfois où le reste de la conception de pièce dicte où la ligne médiane sera localisée. Si des fils masculins doivent être moulés dans la position verticale, l'utilisation de l'action de came ou des glissières hydrauliques d'action est exigée en raison du dégagement qui est produit à partir du fil.
Au contraire, les fils femelles de moulage exposent toujours une situation de dégagement. Ceux-ci type de fils doivent être dévissés afin d'avoir la pièce enlevée du moulage par injection. Il y a différentes manières de réaliser ceci. La manière la plus commune utilisée est par les moteurs hydrauliques ou électriques qui dévissent automatiquement le noyau fileté de la cloison moulée. Le moteur hydraulique est la moins option chère. Les noyaux filetés ont des vitesses de wurm jointes qui joignent à la vitesse de motivation essentielle. Il y a une chaîne qui relie la vitesse d'entraînement de moule à la vitesse sur l'axe de moteur d'entraînement. Il y a quelques différentes options de dévisser les noyaux qui sont parfois dictés par la conception de pièce. L'application la plus commune est après que le moulage par injection s'ouvre, les noyaux sont dévissées par la mise en action du moteur de dévissage. L'heure peut être placée ainsi les arrêts de moteur une fois que la pièce est dévissée outre du noyau. Dans cette application la pièce doit être jugée en place ainsi la pièce ne tourne pas pendant le cycle de dévissage. Ceci peut être réalisé par un grand choix de conceptions. Encore, ceci est toujours dicté par la conception de pièce. Parfois les fils doivent être dévissés avant que le moule s'ouvre. Ceci est réalisé par les minuteries et/ou la commande numérique. Habituellement, cette option de mouler les fils femelles est incorporée pour les pièces élevées de production en raison des dépenses impliquées.
Dans le cas de l'injection de bas volume et de prototype des pièces moulées, les fils femelles sont moulées avec des noyaux chargés à la main. Dans ce processus filète sont généralement rectifiés sur trois noyaux chargés à la main. Un noyau doit être chargé dans le moule par les moyens des goujons de positionnement de placer le noyau dans la position d'ouverture de moule. Le moule passe alors par le cycle de moulage par injection. Après que le moule s'ouvre, la pièce est éjectée avec un noyau chargé à la main jointe. Un autre noyau chargé à la main est inséré dans le moule. Pendant le prochain cycle de bâti le noyau chargé à la main qui a été éjecté avec la pièce après le cycle précédent est manuellement dévissé de la cloison moulée par injection. Ce processus habituellement double la durée de cycle de la partie moulée par injection qui augmente en effet le prix de pièce mais est très rentable en produisant des pièces de prototype.
Une autre option pour mouler les fils femelles est en employant des noyaux pliants, mais c'est une option très chère. En employant ces noyaux pliants essentiellement le moulage par injection est considéré un moule ouvert et fermé.
Ce sont certaines des options les plus communes de produire des fils sur les pièces moulées par injection. Ces fils peuvent être moulé à a +/- .002 tolérance.
![]()